Bandsägeblatt
Bandsägen für Holz und Metall werden von Heimwerkern häufig in den Produktions- und Lebensbedingungen eingesetzt. Das Hauptschneidwerkzeug dieser Einheiten ist eine Bandsäge, die sich im Laufe der Zeit abnutzt und das Schärfen oder Ersetzen durch eine neue Säge erforderlich macht. Sie sollten wissen, dass nicht nur die Qualität der Materialbearbeitung, sondern auch die Produktivität der gesamten Einheit von der richtigen Wahl des Sägeblatts für die Bandsägemaschine abhängt.
Inhalt
Auswahl einer Klinge für Metallbandsägen
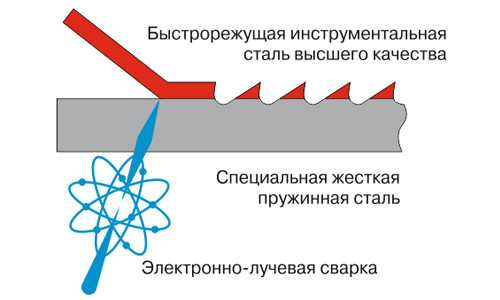
Das Schneidemesser für diesen Sägetyp ist ein Band mit einer bestimmten Anzahl von Zähnen, das in Form eines Rings geschweißt ist. Die Basis des Bandes besteht aus Federstahl, der hohe Elastizitätsraten aufweist.Ein Band aus Schnellarbeitsstahl ist mit der Basis verschweißt, auf der die Zähne gefräst werden.
Jede Band sah für Metall und nicht nur hat ein Label. Zum Beispiel steht die Markierung M42 20 x 0,9 x 2362, 8 / 12TPI für Folgendes:
- M42 - das Material, aus dem die Bandzähne bestehen;
- 20 - dieser Wert gibt die Breite der Bahn in mm an;
- 0,9 - Werkzeugstärke, mm;
- 2362 - Länge eines Kreises eines Sägebandes, mm;
- 8 / 12TPI - Zahnteilung auf dem Sägeband pro Zoll.
Schneider können aus gemacht werden andere MaterialienZum Beispiel von M51, PQ, TSX und anderen. M42 hat eine hohe Verschleißfestigkeit und eine Kantenhärte von 67–68 HRC. Daher können Sägen aus diesem Material zum Schneiden von Stahl mit einer Härte von nicht mehr als 45 HRC verwendet werden. M51-Sägeblätter sind widerstandsfähiger gegen abrasiven Verschleiß als die oben genannten. Die Härte der Schneidekanten dieser Sägen beträgt bereits 68 HRC, dank derer dieser rostfreie Stahl sowie Stahl durch hohe Festigkeit und Hitzebeständigkeit gekürzt wird. Mit der Materialsäge M 51 können Sie außerdem dicke Stahlbolzen, dh Teile mit großem Querschnitt, schneiden.
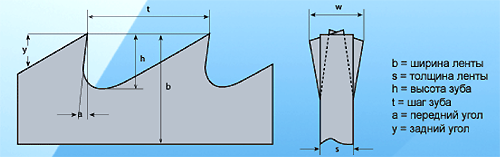
Bei der Wahl der Bandsäge sollte nicht nur das Material, aus dem die Fräser hergestellt werden, sondern auch deren Schritt besonders berücksichtigt werden.und auch - Geometrie.
Zahnteilung
Dies ist der Abstand zwischen den Kanten zweier benachbarter Schneidezähne.
Ein großer Schritt belastet den Motor der Einheit stärker und ergibt eine schlechte Schnittqualität. Die geringe Steigung der Schneidezähne führt zu längerem Sägen, erhöht die Energiekosten, gibt aber sauberer Schnitt mit einer glatten Oberfläche.
Zum Schneiden von Plattenmaterial, Rohren (dünnwandig) und Profilen sollten Sie eine Klinge mit einem Mindestabstand zwischen den Schneidelementen (um 1 Zoll) wählen. Aber wenn Sie ein großes Billet schneiden wollen festes MetallEs ist erforderlich, die Klinge mit der größten Steigung der Schneidezähne zu installieren. Je kleiner die Verzahnung (pro Zoll) ist, desto tiefer wird die Nut geformt. Dadurch ist der Schnitt weniger mit Spänen verstopft. Auch eine große Zahnteilung am Werkzeug verbessert die Leistung der Einheit.
Zahnhöhe
Die Höhe des Werkzeugs ist der Abstand vom tiefsten Punkt des Hohlraums zwischen den Zähnen bis zur Oberseite des Schneidelements. Aufgrund des Vorhandenseins einer Mulde Chips werden entferntbeim Schneiden von Metall geformt. Die Zahnhöhe sollte ausreichend sein, damit der Hohlraum nicht mit Spänen verstopft wird und der Schneidvorgang problemlos abläuft.Darüber hinaus führt die ungenügende Zahnhöhe zu einer Überhitzung der Klinge, wodurch Mikrorisse entstehen können.
Frontzahnwinkel
Der Spanwinkel oder der Schärfwinkel ist für den Eingriff der Bahn mit dem Material des Werkstücks verantwortlich. Ein großer Schärfwinkel ermöglicht keine hohe Präzision beim Schneiden von Metall. Gleichzeitig gewährleistet ein kleiner Winkel eine gute Schnittqualität, reduziert jedoch die Leistung des Werkzeugs.
Wahl einer Klinge für Bandsägen auf Holz
Um das richtige Sägeblatt für die Bandsäge zu wählen, sollten Sie zuerst nachschauen Anweisungen für Ihre Maschine. Es werden alle Parameter von Bandsägen angezeigt, die bei diesem Ausrüstungsmodell eingestellt werden können (maximale und minimale Breite des Bands sowie Länge). Die Länge der Leinwand muss genau so sein, wie im Pass der Einheit angegeben.
Fangbreite
Die Riemenbreite wird basierend auf den Vorgängen ausgewählt, die an der Maschine ausgeführt werden. Auch die Breite des Bandes begrenzt nicht nur die Breite der Riemenscheibe, sondern auch deren Durchmesser. Bei einem kleinen Scheibendurchmesser wird das darauf angebrachte breite Band brechen und möglicherweise platzen. Daher ist für jede Einheit die Breite des Schnappens begrenzt.
Für den geraden Schnitt Verwenden Sie normalerweise Sägen mit einer Breite von 20 bis 30 mm. Natürlich können Sie auf einer Rundmaschine einen Längsschnitt schneller und genauer durchführen. Es gibt jedoch eine Höhenbeschränkung, die nicht mehr als 80 mm beträgt. Auf Bandsägemaschinen können Werkstücke bis 200 mm Höhe und mehr bearbeitet werden.
Die Hauptaufgabe von Bandaggregaten ist jedoch schnitt geschnitten. Das kleinste Werkzeug, das an einer Bandsäge montiert werden kann, ist ein 3 mm breites Band. Es schneidet einen Kreis mit demselben Radius.
Je größer die Breite des Bandes ist, desto größer ist der minimale Radius, der damit geschnitten werden kann. Zum Beispiel funktioniert ein Band mit einem Schnittradius von 12 mm unter 60 mm nicht. Bei einer Bandbreite von 25 mm beträgt der minimale Radius etwa 100 mm.
Im Durchschnitt sollte die Breite der Klinge dreimal kleiner sein als der erforderliche Schneidradius am Werkstück. Daher wird die Ausrüstung entsprechend den Aufgaben ausgewählt.
Zahnteilung
Angezeigt durch eine Zahl, die die Anzahl der Schneidezähne pro Zoll angibt. Der numerische Wert der Stufe wird eingegeben vor der Abkürzung TPI. Bei der Auswahl eines Schrittes sollte Folgendes beachtet werden:
- Welche Dicke hat das Werkstück?
- Welche Härte hat das Werkstückmaterial?
- was Sie nach dem Schneiden an der sauberen Kante des Teils erhalten möchten.
Um Kunststoff effektiv und Holz schneiden zu können, muss das Band mindestens drei Schneiden pro Zoll aufweisen. Je mehr Schneidezähne einen Zoll haben, desto besser ist der Schnitt. Dies verringert jedoch den Vorschub und verringert den Grenzwert der Dicke des Werkstücks.
Durch die Teilung der Zähne werden die Klingen in zwei Arten unterteilt: "Überspringen" und "regelmäßig". Art der Tücher „überspringen“ hat eine Steigung von 3 bis 6 TPI. Zwischen den Zähnen ist Platz für eine wirksame Entfernung von Sägemehl, da deren schlechte Entfernung die Schnittqualität verringert. Art der Leinwände „normal“ hat Zähne, die wie ein Dreieck geformt sind. Sie werden in Schritten von 10 TPI und darüber auf dem Gerät platziert. Diese Art von Zähnen hat nicht genügend Platz, um Späne schnell zu entfernen. Aufgrund der größeren Anzahl an Schneidelementen ist das Schneiden einer solchen Bahn recht sauber. Das Werkzeug kann zum Sägen von Platinen geringer Dicke und aus harten Materialien verwendet werden.
Diese Arten von Gemälden haben die folgenden Eigenschaften.
- 3 TPI "überspringen". Die Leinwand wird zum groben Sägen von Holz verwendet dicker. Schnappen Sie das Sägen entlang der Fasern. Um die Schnittqualität zumindest ein wenig zu verbessern, können Sie das Band an der Maschine maximal strecken und den Vorschub reduzieren.

- 4 TPI "überspringen". Es ist ein universelles Werkzeug zum Sägen entlang der Fasern. Diese Art von Klingen kann in die meisten Holzarten einschließlich gesägt werden Rohlinge mit vielen Knoten. Wenn es gut ist, die Säge zu ziehen und den Vorschub zu reduzieren, ist die Schnittqualität nahe am Ziel.

- 6 TPI "überspringen". Das ist ein Kinderspiel allgemeiner Zweck. Sie sieht Rohlinge bis zu 50 mm (entlang der Fasern) und Holz durch die Fasern bis zu 150 mm. Diese Zahlen sind für das Sägen von Materialien angegeben, die sie normal der Säge zuführen. Wenn der Vorschub reduziert wird, können Teile mit größerer Dicke bearbeitet werden. Diese Säge liefert eine Schlichtqualität und ist für fast alle Holzarten geeignet.

- 10 TPI "regulär". Die Klingen werden zum Sägen von Blechmaterialien (Spanplatten, Sperrholz, MDF usw.), zum Schneiden von NE-Metallen und Kunststoffen verwendet. Bei der Bearbeitung von Blechzuschnitten ist es jedoch erforderlich, die Bewegungsgeschwindigkeit des Werkzeugs zu reduzieren. Nicht alle Maschinen haben eine solche Gelegenheit.

- 14 TPI “regulär”. Sie können Sperrholz, MDF, Spanplatten und Kunststoff schneiden. Bei Naturholz sollte die Dicke nicht mehr als 25 mm betragen. Der sauberste Schnitt dieser Bahn wird mit erhalten Mindestvorschub. Mit diesem Werkzeug können auch weiche Metalle bei niedrigen Bandgeschwindigkeiten geschnitten werden.

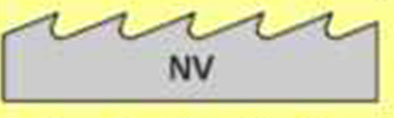
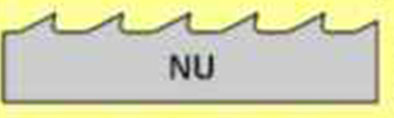
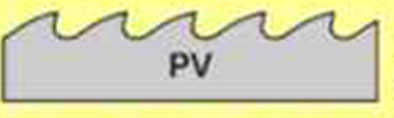
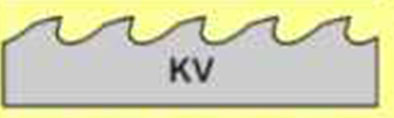
Schneideform
Gurtmesser können folgende Zahnprofile haben.
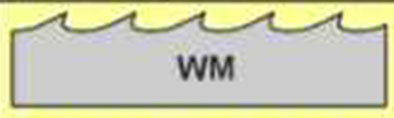
- WM. Das Rigg mit diesem Fräserprofil ist für das Sägen von Weich- und Harthölzern ausgelegt ist universell. Das Profil wird bei Sägen mit einer Breite von nicht mehr als 50 mm verwendet.
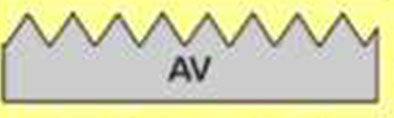
- AV. Zahnprofil erlaubt mit Hartholzeinschließlich gefroren. Solche Sägen können auch Querschneiden des Materials bewirken.
- NV. Es wird auf Bändern mit einer Breite von bis zu 30 mm aufgetragen, die für verwendet werden können Figur schneiden beliebige Holzarten.
- Nu. Das Profil hat eine große Mulde. Wird zum Sägen verwendet weiche Hölzer.
- PV. Dieses Profil wird bei einer Werkzeugbreite von mehr als 50 mm verwendet. Dank des PV-Profils haben die Sägen eine gute Stabilität beim Sägen von Weichholz.
- KV. Verwenden Sie auf breiten Bändern (bis zu 80 mm) zum Sägen von Weichholz.
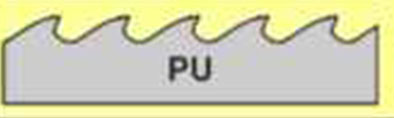
- PU. Wird zum Sägen verwendet Massivholz auf Bändern mit einer Breite von mehr als 80 mm.
Verzahnt
Die Zähne an den Sägen sind geschieden, um die Reibung des Sägeblatts am Werkstück zu reduzieren und ein Verklemmen zu verhindern. Die Schnittbreite sollte die Dicke der Ausrüstung um ca. 30-60% überschreiten.
Das Layout der Schneidezähne kann drei Arten haben.
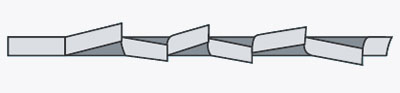
- Klassisches Layout. Die Zahnsäge wurde abwechselnd und in derselben Entfernung in verschiedene Richtungen gebogen.
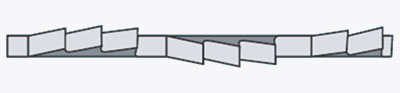
- Layout entfernen.
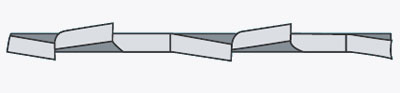
Alle zwei Zähne beugt sich der nächste (dritte) nicht und hat die Form eines Trapezes. Der Fräser befindet sich in der Mitte des Werkzeugs und gibt die Richtung für die gesamte Bandsäge vor. Dieses Layout wird für Sägen verwendet, die mit harten Materialien arbeiten.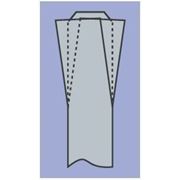
- Wave-Layout als am schwierigsten angesehen. Die Schneidezähne sind in verschiedenen Richtungen wellenförmig gebogen.
Es ist wichtig zu wissen, dass bei der Anordnung der Zähne nicht das gesamte Werkzeug gebogen wird, sondern sein Teil: 1/3 bis 2/3 der Entfernung von der Zahnspitze. Jeder Werkzeughersteller empfiehlt seine eigene Verzahnung zur Seite. Im Durchschnitt liegt sie jedoch im Bereich von 0,3 bis 0,7 mm.
Je weicher das Material ist, desto stärker sollte die Säge gezogen werden und umgekehrt. Es ist jedoch unmöglich, eine solche Verdrahtung der Schneidezähne zuzulassen, so dass in der Schnittmitte keine Schnitte vorhanden sind. Es ist darauf zu achten, dass die Zähne zur Seite abweichen. die gleiche Entfernung. Wenn die Verkabelung ungleichmäßig ist, bewegt sich die Bandsäge zu der Seite, an der die Zähne stärker geneigt sind.
Bandsägen schärfen
Natürlich ist es besser, eine Bandsäge auf einer Spezialmaschine in spezialisierten Werkstätten zu schärfen. Ja, und professionelles Schärfen sägt billig. Wenn Sie aus irgendeinem Grund keine Schärfsäge tragen können, kann das Werkzeug unabhängig voneinander bearbeitet werden.
Schärfbandsägen produziert von kleine Datei oder Datei an der Vorder- und Hinterkante des Schneidezahns mit mehreren Bewegungen (3-4) für jeden Zahn.

Auch Bandsäge kann schärfen mit dem Stechermit einem Werkzeug zum Schärfen von Kettensägen.


Das Gerät wird in den Graveur eingeführt und der Schneidezahn wird mit sanften Bewegungen am oberen Teil des Schneidezahns geschärft.

Es ist nicht notwendig, ein starkes Metall zu nehmen, nur aufzuhellen.
Sie können auch versuchen, zu schärfen und Metallsägen. Meist sind sie jedoch nicht geschärft, da der Schneidteil dieser Sägebänder entweder Bimetall ist oder eine Löschzone aufweist. Die Zähne solcher Bänder funktionieren, bis sie zerbröckeln und möglicherweise Mikrorisse aufweisen.Wenn sie neu gemahlen werden, beginnen sie schneller zu zerfallen oder sie werden noch schlimmer.
/rating_off.png)











