Wie man automatische Schweißmaschine bearbeitet
Die Nachfrage nach halbautomatischen Schweißgeräten auf dem Markt für Schweißgeräte wächst von Jahr zu Jahr. Dies liegt an ihren offensichtlichen Vorteilen: erschwingliche Kosten, ein breites Spektrum an Betriebsarten, einfache Einrichtung und Bedienung. Ein Anfänger ist jedoch nicht immer in der Lage, einen halbautomatischen Modus richtig zu verwenden. Das erste, was Sie wissen müssen, ist das Gerät und das Funktionsprinzip des Geräts sowie die grundlegenden Empfehlungen für die Auswahl eines Drahtes zum Schweißen.
Inhalt
Gerät und Funktionsprinzip des Halbautomaten
Der Hauptzweck einer halbautomatischen Schweißmaschine ist das Lichtbogenschweißen unter Verwendung einer Schmelzelektrode, die mit Schutzgas geblasen wird. Das Gerät dient zum Verbinden von niedrig legierten und kohlenstoffarmen Stählen, sowohl langen als auch intermittierenden Nähten.

Dieses Gerät ist für den Betrieb in geschlossenen, gut belüfteten Bereichen bei Lufttemperaturen von -10 ° C bis + 40 ° C ausgelegt.
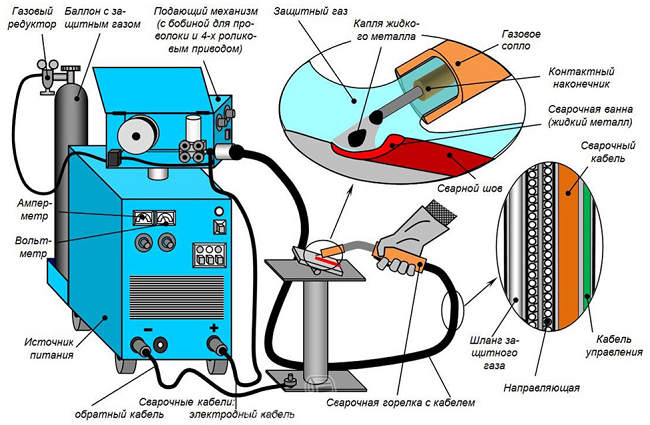
Das halbautomatische Gerät besteht aus folgende Artikel:
- Hauptgerät erzeugt Schweißstrom in der erforderlichen Größe;
- Drahtvorschubeinheit;
- einen Schweißbrenner mit einem angeschlossenen Kabel, durch das der Stromdraht verläuft, einen Gasschlauch, einen Steuerdraht und eine Führung für die Drahtelektrode.
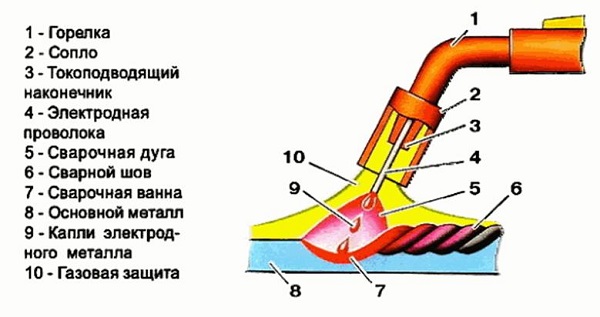
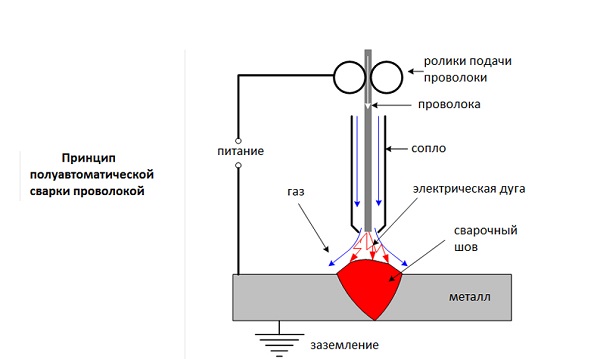
Das Funktionsprinzip der Einheit ist wie folgt. Durch Drücken der Starttaste am Brennergriff beginnt die Zuführung von Elektrodendraht (4), Strom und Schutzgas durch die Düse (2). Der Strom zum Draht fließt durch die leitfähige Spitze (4). Bei Kontakt mit dem Grundmetall entsteht ein Lichtbogen, der die Elektrode zum Schmelzen bringt. Tropfen des Elektrodenmetalls, die auf das Basismetall (8) fallen, bilden eine Naht (6). Gleichzeitig wird das Schweißbad (7) mit Schutzgas (10) durchströmt, wodurch der Eintritt von Sauerstoff und Stickstoff aus der Umgebungsluft verhindert wird.Dank des Gasschutzes ist die Schweißnaht langlebig und von hoher Qualität.
Der Betrieb des Halbautomaten ist ohne Schutzgas möglich. In diesem Fall wird ein Elektrodendraht mit einer speziellen Pulverbeschichtung verwendet. Bei hohen Temperaturen verdampft diese Beschichtung, und die entstehenden Gase erfüllen eine Schutzfunktion für das Schweißbad.
Auswahl der Elektrodenkabel
Elektrodendraht ist ein Druckknopf, ohne den das Schweißgerät nicht arbeiten kann. Es wird mit einem speziellen Mechanismus bedient und erfüllt die Funktion einer Elektrode.
Für halbautomatisch gibt es zwei Materialgruppen zum Schweißen:
- fester Draht;
- entkernter Elektrodendraht.
Es gibt mehr als 76 Typen der ersten Variante, aber öfter wird nur ein kleiner Teil davon verwendet. Andere Arten von Geräten sind hoch spezialisiert und werden in der Produktion eingesetzt. Bei der Auswahl eines Drahtes ist zu berücksichtigen, welche Art von Metall die Struktur verschweißt. Meistens müssen kohlenstoffarme und niedriglegierte Stähle mit nicht kupfer- und kupferbeschichtetem Draht gekocht werden.
Verkupferter Draht ist aufgrund der Korrosionsschutzbeschichtung der beliebteste Schweißer. Aber nicht jeder weiß, dass beim Schmelzen von Kupfer in der Luft schädliche Verdunstung entsteht. Nicht Kupferdraht ist harmloser und hat eine Korrosionsschutzbeschichtung.
Wird auch halbautomatisch verwendet FülldrahtDies erfordert nicht das Vorhandensein von Schutzgas während des Kochens. Der Elektrodendraht hat eine spezielle Markierung, zum Beispiel: SV-08G2S. Es wird wie folgt entschlüsselt:
- SV - geschweißter Draht;
- 08 – bedeutet, dass der Massenanteil an Kohlenstoff in der Zusammensetzung des Werkzeugs 0,08% beträgt;
- G - dieser Buchstabe bezeichnet Mangan, das sich in der Zusammensetzung des Drahtes befindet;
- 2 - Die Zahl gibt an, dass der Mangangehalt 2% beträgt.
- Mit - Dieser Buchstabe weist auf das Vorhandensein von Silizium im Gerät hin. Wenn nach dem Buchstaben keine Nummer vorhanden ist, enthält er nicht mehr als 1%.
Die folgende Tabelle zeigt die Buchstabenbezeichnungen aller Zusatzstoffe, aus denen der Schweißdraht besteht.
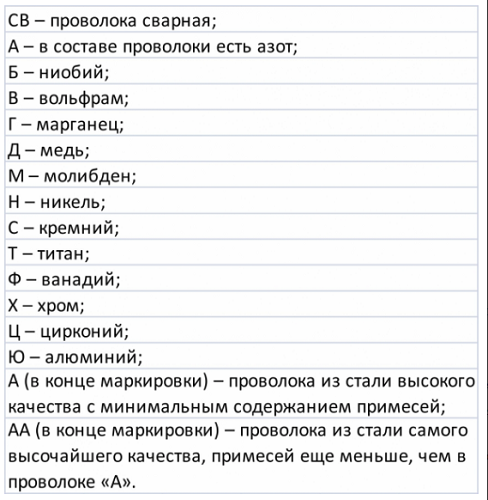
Anhand der Tabelle kann man beispielsweise die Markierung CB-06Х21Н7БТ entschlüsseln, was bedeutet: Der Schweißdraht hat 0,06% Kohlenstoff, 21% Chrom und Nickel - 7%; Der Draht ist mit zwei Metallen, Niob und Titan, legiert.
Zum Schweißen niedriglegierte Stähle (dies sind 90% des gesamten Metalls), wird ein Draht 08G2S mit einem Durchmesser von 0,6 mm verwendet. Es kann sowohl im Alltag als auch zur Körperreparatur eingesetzt werden. Darüber hinaus kann es bei Geräten mit einer Stromstärke von bis zu 500 A verwendet werden. Verwenden Sie zum Schweißen von rostfreien Stählen die Drahtmarke Sv01H19N9. Aluminium und Kupfer werden in Argon-Medium gekocht, was in der Zusammensetzung dem Draht entspricht. Aluminium wird mit den Sorten SV-97, CB-A85 und CB-AMts gekocht. Zum Schweißen von gebrauchten Kupfergeräten der Marken SV-97, CB-A85 und CB-AMts.
Der Durchmesser des Elektrodendrahts wird entsprechend der Dicke des zu schweißenden Metalls ausgewählt.
Halbautomatische Schweißregeln
Wenn Sie mit einem halbautomatischen Gerät beginnen, müssen Sie zunächst die zum Anschluss vorgesehenen Teile haben gut von Farbe und Rost gereinigt. Reinigen Sie auch die Stelle, an der der Clip für die Masse befestigt werden soll.
Wie hält man einen Brenner?
Sie können den Brenner mit einer Hand halten, aber die Qualität der Naht wird verbessert, wenn Sie beide verwenden. Eine Hand dient als Unterstützung, während die andere den Brenner hält.

Mit dieser Methode ist es einfacher, den Winkel und Abstand des Brenners vom Werkstück zu kontrollieren sowie die erforderlichen Bewegungen auszuführen, um eine qualitativ hochwertige Schweißnaht zu bilden. Um Ihre Hände frei zu haben, brauchen Sie Schweißmaske verwendenwelches am Kopf befestigt ist.
Der ideale Winkel beim Betrieb als Halbautomatik ist nicht vorhanden. Um die in derselben Ebene liegenden Rohlinge miteinander zu verbinden, wird normalerweise die Neigung des Brenners (aus der vertikalen Position) um 15 bis 20 Grad verwendet. Durch die Verbindung von Teilen, die winklig zueinander stehen, wird die Neigung des Brenners von 45 ° verwendet. Mit dem Erwerb von Erfahrung wählt jeder Schweißer für sich den geeignetsten Neigungswinkel des Werkzeugs aus und berücksichtigt dabei verschiedene Situationen.
Bewegungsbrenner
Für die Bildung einer hochwertigen Naht gibt es viele Möglichkeiten, die Fackel zu verwenden.
- Für Metalle 1-2 mm dick angewendete wellenförmige Zickzackbewegung. Somit fängt der Bogen beide Metallbleche ein und hat keine Zeit, es zu verbrennen. Dadurch ist die Naht versiegelt und dauerhaft.
- Zum Schweißen Metalle beliebiger Dicke Verwenden Sie eine gerade Naht, ohne jegliche seitliche Bewegung. In diesem Fall muss der Bediener jedoch über eine gewisse Erfahrung verfügen, damit der Lichtbogen bei Bewegung des Brenners gleichmäßig auf beide zusammenpassenden Teile wirkt.
- Wenn Arbeit kommt Metall mit einer Dicke von weniger als 1 mmEs ist notwendig, die Stromstärke und die Drahtvorschubgeschwindigkeit zu verringern sowie einen Draht mit kleinerem Durchmesser zu verwenden. Das Schweißen sollte in kurzen Impulsen mit einer Pause von etwa 1 Sekunde erfolgen. Es ist eine Pause erforderlich, um das Metall zu kühlen und die nächsten Segmente in eine monolithische Naht abzuleiten.
- Bei der Paarung lange, dünne Detailswird dann mit kurzen Segmenten oder Punkten in einem bestimmten Abstand geschweißt. Um eine Verformung der Teile zu vermeiden, können Sie abwechselnd kurze Segmente mit unterschiedlichen Enden des Stecksegments kochen.
Schweißgeschwindigkeit
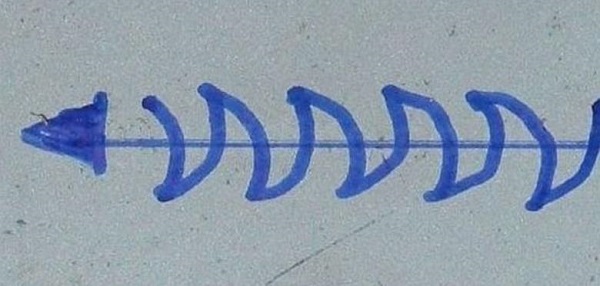
Dies ist die Bewegungsgeschwindigkeit des Lichtbogens entlang der Schnittstelle der Teile und wird vom Bediener des halbautomatischen Geräts gesteuert. Die Bewegungsgeschwindigkeit des Werkzeugs sollte der Lichtbogenspannung, der Drahtvorschubgeschwindigkeit, der Metalldicke und der erforderlichen Nahtform entsprechen. Bei hohen Bewegungsgeschwindigkeiten des Brenners bilden sich viele Sprays, das Schutzgas verbleibt in der schnell erstarrenden Naht und verursacht Poren darin.Bei einer langsamen Bewegungsgeschwindigkeit des Brenners bildet sich ein unnötiger Einfluss eines Lichtbogens in das Material, der es durchbrennen kann. Außerdem werden beim Verbinden massive Teile gebildet dicke Naht Die folgende Abbildung zeigt, wie die Nähte bei unterschiedlichen Brennergeschwindigkeiten aussehen.

Gasdurchfluss
Die Gaszufuhr sollte ausreichend sein, um einen Blasdraht bereitzustellen. Bei einem schwachen Gasstrom wird die Naht nicht vor Oxidation geschützt. Aber auch bei hohen Flussraten ist der Schutz aufgrund von Unzulänglichkeit unzureichend Turbulenz. All diese Abweichungen von der Norm machen die Naht porös und brüchig. Daher ist es sehr wichtig, eine gleichmäßige Gaszufuhr zu erreichen, damit die Strömung keine Turbulenzen verursacht und die Schweißstelle vollständig geschützt wird.
Drahtlänge
Bevor der Draht das Metall berührt, muss er 6-13 mm aus der Spitze austreten. Von diesem Wert hängt ab Widerstand und Temperatur dieses Elektrodenstücks. Je größer die Reichweite des Drahtes von der Spitze ist, desto kleiner wird die Größe des Bogens sein. Infolgedessen ist die Naht dick und schmal mit geringem Eindringen in das Metall.Wenn die Länge des Werkzeugs verringert wird, wird das Eindringen des Lichtbogens in das Metall zunehmen und die Naht wird dünner und breiter.
Polarität
Mit Polarität in Schweißgeräten ist gemeint die Richtung des Stroms in seinem Stromkreis. Bei direkter Polarität wird dem Draht eine negative Ladung zugeführt und dem geschweißten Teil wird eine positive Ladung zugeführt. Bei umgekehrter Polarität gilt das Gegenteil: Der Draht ist ein Plus und das Werkstück ist ein Minus.
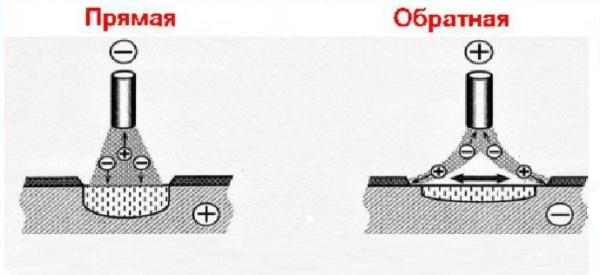
Es ist wichtig! Beim Arbeiten ohne Schutzgas verwendet der Fülldraht die Methode der direkten Polarität und der umgekehrten Polarität.
Ton beim Schweißen
Das Anhören der Schweißgeräusche ist besonders für Anfänger beim Lernen wichtig. Das richtige Geräusch beim Schweißen mit einem halbautomatischen Gerät ähnelt dem Braten von Fleisch in einer Pfanne. Wenn ein "Zischgeräusch" zu hören ist, bedeutet dies, dass ein Gleichgewicht zwischen den aktuellen Einstellungen, der Draht- und der Gaszufuhrrate besteht. Die Klangänderung während des Betriebs des Geräts kann durch Folgendes beeinflusst werden:
- schlechter Kontakt zwischen der Gewichtsklammer und dem Teil;
- das Vorhandensein von gefrorenem Sprühnebel auf der Brennerspitze verhindert den normalen Gasfluss;
- schlecht von Rost- oder Lackierbereichen gereinigt.
Sicherheitsmaßnahmen bei der Arbeit
Bei der Arbeit mit dem Schweißgerät sind folgende Sicherheitsmaßnahmen zu beachten.
- Der Schweißer muss alle Körperteile vor heißem Metallspritzer schützen. Dafür gebrauchte ArbeitskleidungBedeckte Bereiche des Körpers sowie Schutzhandschuhe dicht abdecken. Die Kleidung sollte aus dichtem Material bestehen, das dem Eindringen heißer Spritzer standhalten kann. Auf keinen Fall dürfen Kleidung aus synthetischen Fasern hergestellt werden, die bei hohen Temperaturen zu schmelzen beginnen. Dieses Material brennt sofort durch, was zu Verbrennungen beim Schweißgerät führen kann.
- Da beim Schweißen harte ultraviolette Strahlung erzeugt wird, ist es notwendig, die Augen davor zu schützen Maske mit getöntem Glas. Vor nicht allzu langer Zeit tauchten auf dem Markt Masken mit „Chamäleon“ -Glas auf, die bei hellem Licht dunkler werden. Auch andere Körperteile müssen vor UV-Licht geschützt werden.
- Die Schuhe sollten geschlossen sein, um zu vermeiden, dass heiße Spritzer hineinfallen.
- Der Raum, in dem die Schweißarbeiten ausgeführt werden, muss vorhanden sein erzwungene oder natürliche Belüftung (das Vorhandensein von Fenstern, die geöffnet werden können). Das Einatmen von Dämpfen und Rauch, die während des Schweißvorgangs entstehen, wirkt sich nachteilig auf die menschliche Gesundheit aus.
/rating_off.png)











